 Teléfono: 0086-18958702935
Teléfono: 0086-18958702935 E-mail: sales02@dajiangmachine.com
E-mail: sales02@dajiangmachine.com






Cando as fábricas de todo o mundo encargan unmáquina seladora de bandexas, unhaSeladora de bandexas MAP, ou unmáquina de envasado de pel ao baleirode DJPACK (Wenzhou Dajiang Vacuum Packaging Machinery Co., Ltd.), xorde con frecuencia unha pregunta:
"Por que teño que enviar as miñas bandexas e o filme á súa fábrica?"
A primeira vista, pode parecer un paso máis. Pero para os equipos de envasado, este paso é esencial. De feito, é a forma máis fiable de garantir que unha máquina nova funcione sen problemas no momento en que chega ás instalacións dun cliente.
Este artigo explica, empregando unha linguaxe sinxela e lóxica de enxeñaría real, por que son importantes as bandexas e as películas de mostras, como inflúen na precisión do molde e por que as fábricas globais se benefician deste proceso.

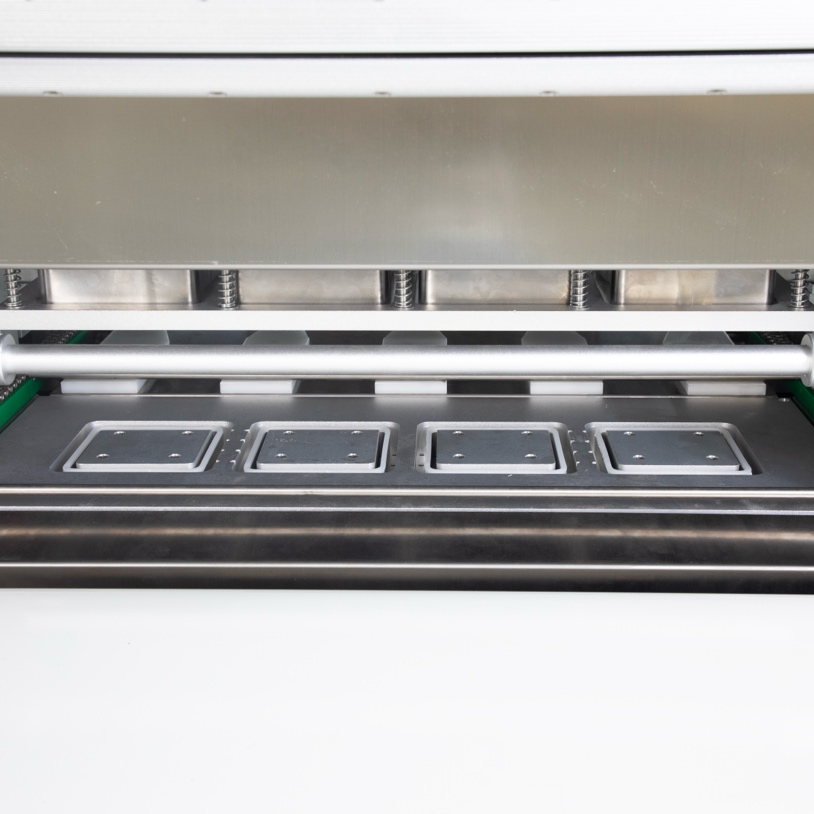
1. Todas as bandexas parecen sinxelas ata que intentas selalas
Para moitos compradores, unha bandexa de plástico é só unha bandexa de plástico.
Pero para un fabricante demáquinas seladoras de bandexas, cada bandexa é un obxecto único coa súa propia xeometría, o seu propio comportamento do material e os seus propios requisitos de selado.
1.1. O problema das dimensións: cada persoa mide de forma diferente
Os clientes de diferentes países miden lonxitudes de diferentes xeitos:
- Algunha medidadimensións internas(espazo utilizable dentro da caixa).
- Outros miden asbordo exterior(o que afecta directamente ao deseño do molde).
- Algúns só miden a pegada inferior, non a abertura superior.
- Outros ignoran a altura da brida.
Isto leva a malentendidos porque un molde personalizado necesitadatos exactos de llanta a llanta, non son números aproximados. Mesmo unha desviación de 1-2 mm pode afectar o rendemento do selado.
Cando DJPACK recibe bandexas físicas:
- Os enxeñeiros poden tomar medidas precisas
- O molde está deseñado co perfil de bordo correcto
- Sen risco de problemas de "a bandexa non encaixa no molde" ou "a película non sela"
2. En todo o mundo, as bandexas teñen infinitas formas
Mesmo se dúas bandexas comparten a mesma etiqueta de volume ou tamaño, a súa estrutura física pode ser totalmente diferente. Esta é a parte da que a maioría dos compradores non se decatan ata que compran unha máquina seladora.
2.1. A anchura do bordo da bandexa varía segundo a rexión
Algúns países producen bandexas con bordos de selado estreitos; outros prefiren bordos anchos para maior resistencia.
Un molde debe coincidir exactamente con estas rodas; se non, a barra de selado non pode proporcionar unha presión constante.
2.2. As bandexas poden ser verticais, anguladas ou curvas
As paredes da bandexa poden ser:
- perfectamente vertical
- lixeiramente afilado
- profundamente angulado
- sutilmente curvado
Estas pequenas diferenzas inflúen en como a bandexa se asenta dentro dun molde e en como a presión de selado se distribúe pola súa superficie.
2.3. O ángulo da brida non é sempre recto
En moitas bandexas, a brida non é plana: está lixeiramente curvada, dobrada ou reforzada para o apilado. Este ángulo afecta directamente á precisión do selado. Se o molde non coincide co ángulo, poden aparecer fugas de aire mesmo cando a temperatura e a presión sexan correctas.
2.4. As bandexas de mostras permiten unha adaptación perfecta ao molde
Os enxeñeiros de DJPACK avalían:
- planitude do bordo
- grosor
- comportamento da brida baixo presión
- estabilidade da parede
- elasticidade da bandexa baixo a calor
Isto permítelles deseñar moldes que non só son precisos, senón taménestable baixo ciclos de selado repetidos, proporcionando aos clientes resultados consistentes e unha maior vida útil da máquina.
3. Por que DJPACK require polo menos 50 bandexas para as probas
Moitos clientes preguntan:"Para que necesitas tantas bandexas? Non son suficientes unhas poucas?"
De feito, non.
3.1. Algunhas bandexas non se poden reutilizar despois das probas
Cando se sela unha bandexa con calor e se retira a película para a súa inspección:
- Unha bandexa revestida de PE pode romperse
- A brida pode deformarse
- As capas adhesivas poden estirarse
- A bandexa pode deformarse lixeiramente baixo a calor
Unha vez que isto ocorre, a bandexa non se pode usar para outra proba.
3.2. Requírense varias probas para a calibración
Para optimizar a configuración de fábrica, os enxeñeiros deben executar ducias de probas para determinar:
- mellor temperatura de selado
- tempo de selado ideal
- valor de presión correcto
- precisión de aliñamento
- suavidade de apertura/peche do molde
- comportamento da tensión da película
Cada proba consome bandexas.
3.3. A deformación ocorre despois da exposición repetida á calor
Se só se subministran unhas poucas bandexas, estas acabarán sendo probadas repetidamente. A calor, a presión e o movemento mecánico poden deformalas gradualmente. Unha bandexa deformada pode levar ao enxeñeiro a pensar:
- o molde é incorrecto
- a máquina ten problemas de aliñamento
- a barra de selado ten unha presión desigual
Sóbandexas frescas e non deformadaspermitir un xuízo preciso.
3.4. As mostras axeitadas protexen tanto ao comprador como ao fabricante
Un número suficiente de bandexas garante:
- Sen risco de tamaño de molde inexacto
- Resultados fiables das probas de fábrica
- Aceptación suave da máquina
- Menos problemas durante a instalación
- Rendemento de selado garantido á chegada
Realmente beneficia a amboshomefabricante e clientes.

4. Por que os materiais das bandexas importan máis do que a maioría dos compradores esperan
As bandexas empregadas para o envasado selado están feitas dunha variedade de materiais:
- PP (polipropileno)
- PET / APET
- CPET
- PP-PE multicapa
- Plásticos ecodegradables
- Bandexas de aluminio
- Bandexas de papel revestidas de PE
Cada material ten un comportamento completamente diferente baixo a calor.
4.1. Diferentes temperaturas de fusión
Por exemplo:
- As bandexas de PP requiren temperaturas de selado máis altas
- As bandexas de PET ablandan rapidamente e necesitan temperaturas máis baixas
- As bandexas CPET toleran calor elevado para o seu uso no forno
- Os revestimentos de PE teñen puntos de activación de fusión específicos
4.2. A condutividade térmica afecta o tempo de selado
Algúns materiais absorben a calor lentamente.
Algúns absorben a calor demasiado rápido.
Algúns suavízanse de xeito irregular.
DJPACK axusta o tempo e a presión de selado en función destes comportamentos.
4.3. O tipo de película debe coincidir co material da bandexa
Unha discrepancia pode causar:
- selos débiles
- llantas fundidas
- película que se rompe baixo a calor
- selando engurras
É por iso que o envío de bandexas (e as súas películas correspondentes) axuda a garantir que se tomen decisións de enxeñaría correctas.
5. Por que as películas son tan importantes como a televisiónraios
Mesmo se se usa a bandexa correcta, unha desaxuste de película pode arruinar o selado.
5.1. As formulacións das películas varían segundo a aplicación
As películas varían segundo:
- grosor
- estrutura de capas
- capa de activación térmica
- forza de selado
- comportamento de contracción
- Sforza de estiramento
- taxa de transmisión de osíxeno
As aplicacións de seladoras de bandexas MAP e máquinas de envasado ao baleiro requiren especialmente películas adaptadas con precisión.
5.2. DJPACK non obriga aos clientes a enviar películas
Pero enviar película sempre resulta en:
- mellores configuracións
- probas máis precisas
- primeiro uso máis suave
Se os clientes non poden enviar película, deben especificar como mínimo o material. Isto permite a DJPACK usar películas equivalentes durante as probas.
5.3. Débese verificar a compatibilidade entre a película e a bandexa
A película debe ser axeitada para o material da bandexa.
A película debe selar limpamente sen burbullas nin fugas.
A película debe despegarse correctamente (se é do tipo que se despega facilmente).
A proba garante que se cumpren as tres condicións.
6. Que ocorre se os clientes aínda non teñen bandexas ou película?
DJPACK apoia a novas fábricas e empresas emerxentes que aínda non dispoñen de materiais de embalaxe.
6.1. Os consumibles pódense mercar a través de DJPACK
A empresa pode axudar a obter:
- Escala variable de bandexas
- Película VSP
- Película de cuberta MAP
- Escala variable de bandexas
Isto reduce eficazmente a presión de compra para as empresas emerxentes: axudámosche a atopar provedores de consumibles fiables e estables.
6.2. Os materiais empregados para as probas envíanse coa máquina
Isto garante que, cando o cliente reciba a máquina seladora de bandexas, poida inmediatamente:
- proba
- axustar
- comparar
- operadores de trens
Reduce o tempo de configuración e de chegada dos consumibles para entrar en produción máis rápido.
6.3. Recomendacións de provedores a longo prazo dispoñibles
Para maiores necesidades de produción, DJPACK pode recomendar provedores estables, o que facilita aos clientes a compra posterior de bandexas e películas.
7. Reflexións finais: as mostras de hoxe garanten un selado perfecto mañá
No mundo do envasado de alimentos, a precisión é fundamental. Unha bandexa que ten un aspecto sinxelo é en realidade un produto de enxeñaría complexa. E cando se combina co molde e a película axeitados, convértese nunha poderosa combinación de frescura, seguridade e vida útil.
Enviar bandexas e película non é un inconveniente.
É o fundamento de:
- deseño preciso do molde
- funcionamento estable da máquina
- calidade de selado perfecta
- menos problemas despois da instalación
- inicio máis rápido
- vida útil máis longa do equipo
O compromiso de DJPACK é sinxelo:
Toda máquina debe funcionar perfectamente no momento en que chega ao cliente.
E a mellor maneira de garantilo é comezar coas bandexas e películas reais que usará o cliente.
Data de publicación: 15 de decembro de 2025


